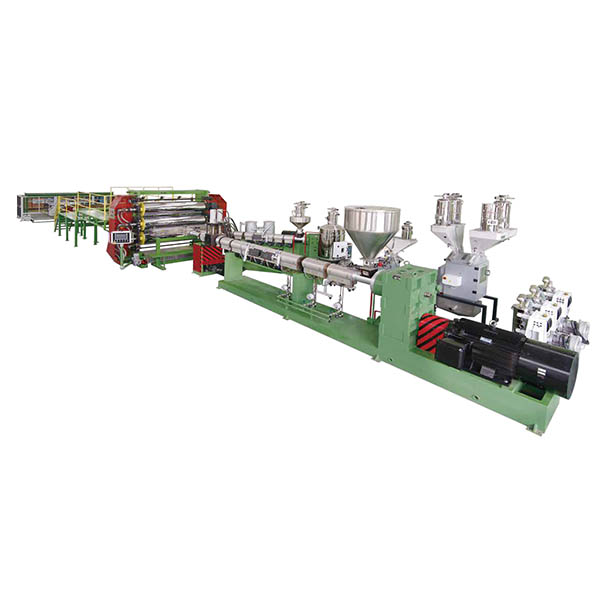
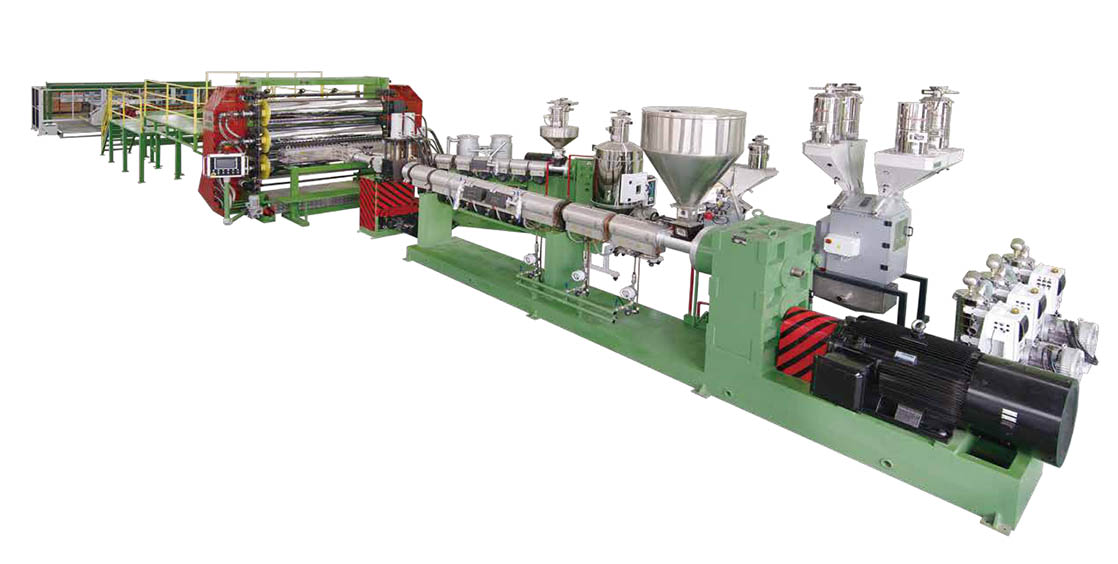
Ekstruzijska linija za termoformiranje plošč HDPE
Jwell dobavlja napreden ekstruzijski sistem, primeren je za proizvodnjo materiala HMW-HDPE, ki ima nizko MFI in visoko trdnost v ploščo, plošče se večinoma uporabljajo za proizvodnjo avtomobilske nosilne plošče, obloge škatle za prevzem, pokrova tovornjaka, zaščite pred dežjem pokrov itd. Debelina plošče se lahko zmanjša za več kot 30 %, če ima enako udarno trdnost, kar zmanjša proizvodne stroške za proizvajalce. Debelina plošče 2-12 mm, širina 2000-3000 mm.
Glavna tehnična specifikacija
|
Model |
Širina izdelka (mm) |
Debelina izdelka (mm) |
Zmogljivost (kg/h) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Opomba: Specifikacije se lahko spremenijo brez predhodnega obvestila.
Prikaz slike izdelka




Prenosni sistem
Funkcija pogonskega sistema je, da poganja vijak in zagotavlja navor in hitrost, ki jih potrebuje vijak v procesu ekstrudiranja. Običajno je sestavljen iz motorja, reduktorja in ležaja.
Naprava za ogrevanje in hlajenje
Ogrevanje in hlajenje sta nujna pogoja za proces ekstrudiranja plastike.
1. Ekstruder običajno uporablja električno ogrevanje, ki je razdeljeno na uporovno in indukcijsko ogrevanje. Grelna plošča je nameščena v telo, vrat in glavo. Grelna naprava segreva plastiko v jeklenki navzven, da poveča temperaturo, da doseže temperaturo, potrebno za procesno delovanje.
2. Hladilna naprava ekstruderja je nastavljena tako, da zagotavlja, da je plastika v temperaturnem območju, ki ga zahteva postopek. Natančneje je treba izključiti odvečno toploto, ki nastane zaradi strižnega trenja, ki ga povzroča vrtenje vijaka, da bi preprečili, da bi bila temperatura previsoka, da bi se plastika otežila razgradnjo, sežganje ali oblikovanje. Hlajenje soda je razdeljeno na dve vrsti: vodno hlajenje in zračno hlajenje. Na splošno so za zračno hlajenje primernejši majhni in srednje veliki ekstruderji, veliki pa so večinoma vodno hlajeni ali kombinirani z dvema oblikama hlajenja.





